




اکستروژن یا اکسترود چیست؟
اکستروژن یکی از روشهای شکلدهی حجمی فلزات (میلگرد) است که در آن، ماده اولیه در دمای محیط یا دمای کمی بالاتر تحت فشار بسیار زیاد از درون یک قالب عبور داده میشود.
انواع اکستروژن
- اکستروژن سرد
- اکستروژن گرم
اکسترود سرد
این فرآیند به دلیل قابلیت تولید قطعاتی با دقت ابعادی بالا، سطح بسیار صاف و یکنواخت، و همچنین افزایش قابل توجه استحکام مکانیکی، بهطور گسترده در صنایع مختلف، به ویژه در تولید قطعات بست (Fasteners) مانند پیچهای متری و انکر بولتها، با عبور میلگرد کشش شده از دوزه ها مورد استفاده قرار میگیرد. برخلاف اکستروژن گرم که نیاز به حرارتدهی اولیه ماده برای کاهش مقاومت به تغییر شکل دارد، در اکستروژن سرد، تغییر شکل فلز صرفاً با اعمال نیروی مکانیکی زیاد انجام میشود. این رویکرد مزایای قابل توجهی از نظر مصرف انرژی، کیفیت نهایی محصول، و عمر ابزارآلات به همراه دارد.
اکسترود گرم
در این فرآیند بیلت یا شمش فلزی را تا دمای بالا (معمولاً بالاتر از ۳۵۰ تا ۵۰۰ درجه سانتیگراد و گاهی نزدیک به دمای برافرازش فلز) گرم میکنند، سپس با فشار زیاد آن را از داخل یک قالب (Die) عبور میدهند تا به شکل مورد نظر برسد.
مقایسه اکستروژن سرد و گرم
مصرف انرژی کمتر: عدم نیاز به گرم کردن ماده اولیه تا دماهای بالا، مصرف انرژی را به طور چشمگیری کاهش میدهد. هزینههای مربوط به کوره، حرارتدهی و خنککاری حذف میشود.
کنترل ابعادی دقیقتر: از آنجایی که انبساط و انقباض حرارتی وجود ندارد، کنترل ابعادی قطعات تولید شده بسیار دقیقتر است. این امر نیاز به عملیات تکمیلی (مانند ماشینکاری) را به حداقل میرساند.
افزایش مقاومت مکانیکی: تغییر شکل پلاستیک در دمای پایین منجر به پدیدهای به نام “سختکاری سرد” (Strain Hardening یا Work Hardening) میشود. در این پدیده، تراکم نابجاییها (Dislocations) در ساختار بلوری فلز افزایش یافته و مقاومت به تسلیم (Yield Strength) و استحکام کششی (Tensile Strength) آن بهبود مییابد. این امر در تولید قطعاتی مانند انکر بولت که نیاز به تحمل بارهای سنگین دارند، بسیار حیاتی است.
کیفیت سطح بهتر: سطح قطعات اکسترود شده سرد معمولاً بسیار صاف و عاری از اکسیداسیون یا پوسته سطحی است که در اکستروژن گرم رخ میدهد. این کیفیت سطح بالا، پردازشهای بعدی مانند رزوهزنی را تسهیل و کیفیت نهایی را افزایش میدهد.
کاهش عیوب ساختاری: از آنجایی که فرآیند در دمای پایین انجام میشود، از بروز مشکلاتی مانند رشد دانهبندی (Grain Growth)، تشکیل نواقص بلوری ناشی از حرارت، یا تغییرات ناخواسته در ریزساختار جلوگیری میشود.
فرآیند اکستروژن
به دو روش نگهدارنده داریم: ۱– افقی ۲- عمودی
نگهدارنده عمودی در اصل قالب است که از بالا روی قطعه نشسته (نسبت به تغییر قطر سایز قالب تغییر میکند)
نگهدارنده افقی که از پشت میلگرد رو نگهداشته که نسبت به طول سایزش در محل قرارگیری متفاوت خواهد شد
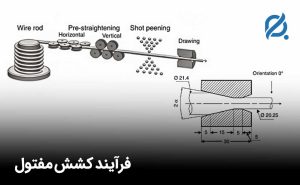
پس از فیکس شدن قالبها، بواسطه پِرِس، دوزههای موجود در اکسترود به سمت جلو حرکت میکنند (سایز دوزه نسبت به سایز میلگرد کشش شده باید پایینتر باشد) همین حرکت و فشار باعث میشه مقطع یا مقاطع مورد نظر میلگرد یا محصول ما دچار تغییر سایز شود به عنوان مثال اگر سایز میلگرد کشش شده ما قرار است از سایز ۱۹.۵ به ۱۸ برسد میبایست سایز دوزهها ۱۸.۵ انتخاب شود تا در نهایت میلگرد پس از عملیات اکسترود، به سایز نهایی ۱۸ برسد.
در پیچهای متری یا انکربولتها میلگرد طی اکسترود بسته به نقشه کار مثلا ۱۵ سانت به سمت جلو آمده و میلگرد به اندازه ۱۵ سانت تغییر سایز پیدا میکند.
اجزای فرآیند اکستروژن
- دستگاه پرس: این مرحله در پرسهای هیدرولیک یا مکانیکی با ظرفیت بسیار بالا (صدها یا هزاران تن) انجام میشود.
- قالب (Die): قالب اکستروژن، قلب فرآیند است. شکل و ابعاد داخلی قالب، شکل نهایی قطعه را تعیین میکند. قالبها معمولاً از فولادهای ابزار سخت و مقاوم در برابر سایش ساخته میشوند. طراحی قالب شامل بخش ورودی مخروطی (Converging section) برای هدایت فلز و کاهش اصطکاک، ناحیه استوانهای (Bearing section) که قطر نهایی را تعیین میکند، و بخش خروجی مخروطی (Die exit) است.
- سنبه (Punch) یا میله پیستونی (Ram): سنبه نیروی فشاری را به قطعه کار منتقل میکند و آن را از درون قالب عبور میدهد. در اکستروژن سرد، معمولاً ماده اولیه (مثلاً میلگرد) به صورت پیوسته یا در قطعات مجزا تغذیه میشود.
انواع اکستروژن
اکستروژن مستقیم (Forward/Direct Extrusion): فلز در جهت مشابه حرکت سنبه از قالب خارج میشود.
اکستروژن معکوس (Backward/Reverse Extrusion): فلز در جهت مخالف حرکت سنبه از قالب خارج میشود. این روش برای تولید قطعات توخالی یا قطعاتی که یک سر آنها باید ضخیمتر باشد، مناسب است.
اکستروژن ساید (Side Extrusion): فلز از جانبی قالب خارج میشود.